Logistikk i produksjonsbedrifter: Del 15: Tilhører Wilsons formel området avlæring?
Del 15: Tilhører Wilsons formel området avlæring?
Wilsons formel til bruk ved bestemmelse av innkjøpsmengder og seriestørrelser i bedrifter har vært et nødvendig verktøy før dataalderen. Men etter at vi har hatt gode dataverktøy (MRP) i over 20 år, bør vi se på om Wilsons formel fremdeles har livets rett. Vi skal se på en del av svakhetene ved å bruke denne formelen.
Oddvar Eikeri
MRP (materialbehovsplanlegging). Denne planprosessen er en titt fremover på de reelle behovene som er tidsatt for de respektive virkelige brukstidspunktene. Planprosessen er IT-basert, og datamaskinen gir beskjed om hvilke komponenter som skal bestilles i dag. Dagen for ordreutsettingen blir bestemt ved tilbakedatering fra brukstidspunktet.
Av de teknikkene vi har sett på hittil i denne serien er det bare de tre første som kan brukes i bedrifter som ikke har installert et MRP-system. Ordrepunktteknikken er den mest utbredte av dem. Vi skal se nærmere på den fordi man vanligvis ennå bruker Wilsons formel når ordrekvantumet skal beregnes i MRP teknikken.
Ordrepunktmetoden bygger på antakelsen om at forbruket fra lagrene er jevnt - altså jevnt uttak, slik linjen fra maksimum til minimum på figur 1 viser. I virkeligheten skjer det nesten aldri at en har et jevnt forbruk over en periode. Videre antar vi at den nye ordren ankommer nøyaktig i det øyeblikk da vi i teorien skulle nå minimum lagernivå - noe som er helt usannsynlig.
I virkeligheten blir forbruket ujevnt og langsommere eller raskere enn ventet. Dersom lageret blir forbrukt langsommere har vi fremdeles lager igjen når de nye materialene kommer. For å gardere oss mot et hurtigere forbruk må vi holde et sikkerhetslager - men hvor mye er nødvendig? Vi må ha det eventuelle avvikskvantumet; jo større avvik, desto større sikkerhetslager trenger vi. Vi må passe på vår kapitalbinding også, men vi har flere usikkerheter som må dekkes. Ordrepunktteknikken antar at vi fyller på lagret akkurat når det er kommet til minimumspunktet. Ingen delordre er tillatt i systemet, og påfyllingsordren skal være konstant. Sikkerhets lagret må altså dekke opp for disse usikkerhetene:
Dersom ordrepunktteknikken ble brukt bare på ferdigprodukter og servicedeler som selges til kundene - såkalt uavhengig behov (kfr. definisjon), ville de nevnte usikkerhetene ovenfor være mindre, fordi de til en viss grad lot seg beregne ved hjelp av statistiske metoder. Men ordrepunkt teknikken brukt på avhengige behov - komponenter som ikke er på øverste nivå i produktstrukturen - gir store, uberegnelige usikkerheter med tilsvarende behov for sikkerhetslager, illustrert på figur 2.
Som vi ser, er ledetiden viktig når det gjelder å motta en ordre til rett tid. Ledetiden er tiden fra et behov er fastslått, til komponenten er kommet og er klar til å bli levert ut fra lageret. Som nevnt inneholder planleggingsaspektet ikke bare spørsmålet om når vi skal plassere en ordre, men også om hvor mye vi skal bestille. Vi følger Wilsons formel som vist på figur 3 og foretar aveiningen mellom klargjøringskostnadene og eiekostnadene. Eiekostnadene stipulerer vi til å ligge et sted mellom 25 og 35 % sett i forhold til verdien av komponentene. For å komme fram til en prosentsats må man vurdere faktorer som ukurans, svinn, forsikring, lagerfasiliteter, vakthold, oppvarming, telling og ikke minst kapitalkostnaden. Hvilken rente som skal anvendes for kapitalkostnaden, blir livlig diskutert. De typiske er bank-, intern-, låne- og opportunityrente, foruten alternativ inntjeningsrentabilitet. Fra Wilsons formel regner man ut eksakte verdier og kvanta for «økonomiske ordrestørrelser» - selv om usikkerhetene er formidable i forbindelse med ordreberegninger:
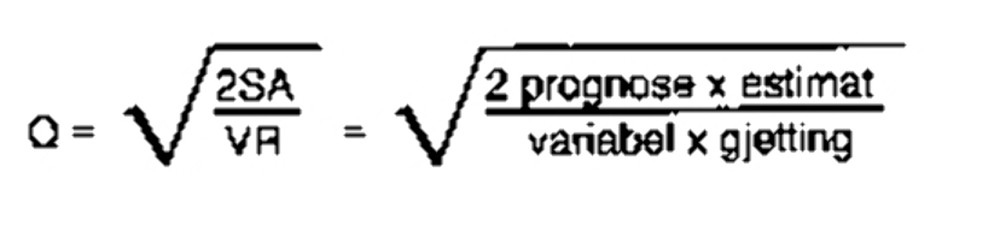
Wilsons formel baserer seg ikke på faktiske tall for beregning av ordrekvantumet:
Q = økonomisk ordrekvantum eller seriestørrelse S = prognose fi årsforbruket A = estimat fi klargjøringskostnader V = variabel fi enhetsprisen R = gjetting fi kostnadsprosenten
Det blir da en blanding av antakelser, gjettinger og feilvurderinger som man bygger beregningene på og som man må kompensere for med sikkerhets lagre. Dette blir dyrt og usikkert, det er arbeidskrevende og gir store, uventede problemer i alle produksjonsledd.
Dersom kurvene for Wilsons formel var blitt tegnet ut ved beregning av seriestørrelsen, ville man se at totalkostkurven vanligvis blir meget flat i et større område rundt optimal punktet. Trass i alle estimater og gjetninger ville man kunne velge en serie som blir 25 % mindre enn den optimale, uten at det beregnede kostnadsforholdet ville bli særlig høyere (under 5 %). Det har hendt at bedrifter har brukt beregnede seriestørrelser, med Wilsons formel, der ingen beregninger er nødvendig, ved produksjon av daglige behov, eller der beregninger ikke har noen mening - ved lavt volum, usikre kostnader eller fiktive påslag.
De fleste bedrifter opererer med administrasjonspåslag o.l. på arbeidstimene i produksjonen. Det er en enkel måte å fordele kostnader på, men har ført til mange banale regnestykker når man skal gjennomføre lønnsomhetskalkyler, også i produksjonen. Slike utslag gjør at Wilsons formel ofte gir seriestørrelser som er 10-15 ganger for store. Ofte ser man med glede på lange, hyggelige produksjonskjøringer i fabrikken - da tror man det blir fredelig. Jeg har aldri sett en bedrift som har fått en fornuftig seriestørrelse ved å bruke Wilsons formel. Mitt råd til leseren er å gjennomgå de seriestørrelsene man opererer med i bedriften på grunnlag av Wilsons formel. Sjekk spesielt om klargjøringskostnadene kan reduseres, og om årsforbruket ble nær prognosene i fjor. Gå inn for å endre innsatsfaktorene i Wilsons formel, slik japanerne har gjort.
Japanerne er de som virkelig har fått noe fornuftig ut av Wilsons formel. De angrep klargjøringskostnadene og reduserte dem ned mot null, og seriestørrelsen ble derfor redusert til ned mot ett stykk. Her har vi mye å lære. Senere i serien tar vi opp JIT-filosofien (Just-in-time) og ser hvordan det moderne Japan har taklet produksjonsproblematikken.
Et annet problem er ordrestørrelsene ved innkjøp til lager. Wilsons formel er igjen den mest utbredte, fordi den har en relativt enkel utregning som egner seg i manuelle miljøer. Men det er svært mange ordrestørrelser som skal beregnes, en for hver komponent, og bedriftene har måttet forenkle sine systemer for beregning av optimale ordrestørrelser. Forenklingene går ut på at man har forskjellige tabeller, grafer, nomogrammer og regnestaver - en som passer for hver kategori av innkjøpte komponenter og materialer. Disse har standard kost, volumer, rabatter og andre raffinementer innebygd. Vi kan skjønne at de som skal bruke disse, får problemer med å finne et passende hjelpemiddel for å beregne det optimale innkjøps kvantum. Oppdateringen av disse tabellene og andre hjelpemidler blir et problem. Vurderingsgrunnlaget blir haltende og frustrerende når hundrevis av innkjøp skal effektueres hver uke. Selv med dataanlegg, som mange har i dag, er det for mange manuelle innslag til at systemet virker uten ytterligere raffinementer utover Wilsons formel.
En tur gjennom lagrene viser at der ligger mye som ikke burde være kjøpt inn, oppbevart så lenge eller glemt av dem som kunne ha brukt det. Men hvert år dukker det opp i årsregnskapet, gjennom årsopptellingen, på aktivasiden. Det er MA-sjefens ansvar at det blir ryddet opp både i lagerforholdene og i systemene som styrer dem.
Styringsteknikker
Den andre hovedkategorien innenfor administrasjonen av lager er styringsteknikkene. Vi har sett at ordrepunktteknikken og Wilsons formel har gitt oss muligheten til å forholde oss til innkjøp og ordrestørrelser på en planmessig måte - selv om teknikkene har mange svakheter. Men vi trenger ytterligere raffinementer for å avhjelpe disse svakhetene og styre mengden av, kostnadene ved og investeringene i lagerbeholdninger. Vi ønsker å kunne sette inn styringsressursene våre der det monner mest med tanke på å minimalisere lagerbeholdningene. En måte er å finne fram til noen av de viktigste styringsparameterne som påvirker lagerbeholdningene, og konsentrere seg om dem.
I neste artikkel skal vi se på styringsteknikkene som betegnes som ABC-analyser.
--------
« » er en artikkelserie basert på boken «Materialadministrasjon. Kapital- og produksjonsstyring» av Oddvar Eikeri ). Serien vil være matnyttig lesing for folk som arbeider i næringslivet - spesielt i produksjonsbedrifter. De som skal bidra til bedriftens konkurranseevne på markedet, de som må ta avgjørelser om prioriteringer og de som skal styre mot de overordnede resultatmål vil ha spesiell nytte av lesingen.Logistikk i produksjonsbedrifter(eikeri@propartners.no
Artiklene tar utgangspunkt i hva som er avgjørende for konkurranseevnen. Materialflyten og behovet for materialer i en produksjonssituasjon behandles sammen med den praktiske styringen. De metoder og styringsgrep som omhandles er alle gjennomprøvd og virkningsfulle. Serien har så langt tatt for seg:
www.logistikk-ledelse.no© 2005


